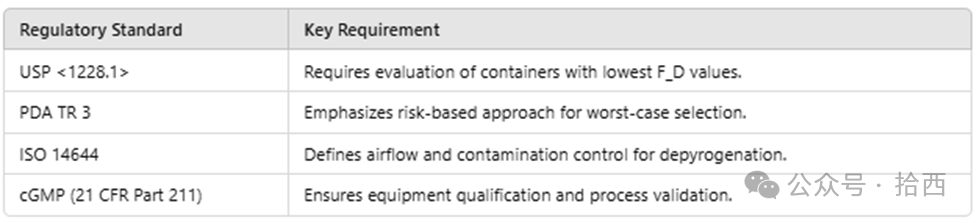
当再验证确认去热原隧道能力时,需要为提供科学依据,以支持选择最坏情况瓶型配置的决定。除热原隧道经过最坏情况 Worst case 验证,应确保能够可靠地将内毒素水平降低至少 3 个对数。根据USP <1228.1> 和 PDA TR 3,验证必须:
-
使用科学合理的最坏情况。 -
考虑时间和温度的依赖性。 -
识别可能导致无效除热原的潜在冷点。 -
确保所有尺寸的容器内热量均匀穿透。
因此在对最坏情况进行评估时,应考虑相关关键因素及其作用:
1.负载密度Load Density(kg/m²)
负载密度,是单位加热区域面积内所承载的西林瓶重量,即:
加热区内西林瓶数量 x 单只瓶重 / 加热区网带面积
负载密度会增加热量分布的难度,可能导致部分区域温度不均匀。负载密度越高,表明实现均匀热量分布的难度越大。
2.热负荷Heat Load
热负荷是指在加热过程中,负载(如西林瓶)吸收热量的能力。它是选择隧道烘箱验证中最差情况负载的关键因素之一,因为热负荷直接影响烘箱的热传递效率和温度分布的均匀性。热负荷通常由负载的热质量(即比热容 × 质量)决定:
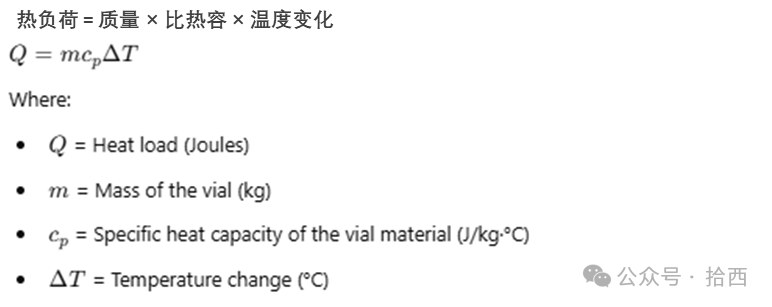
高热负荷意味着负载需要更多的能量才能达到除热原温度,可能导致热量穿透不足。简单说,高热负荷通常与克重大的包材相关,比如大容量瓶或厚壁瓶,这些瓶子的热量渗透速度较慢。当上面提到的负载密度也较高时,那么面对高热负荷,更可能导致烘箱内温度分布不均匀。
3. 网带速度Conveyor Speed
网带速度是隧道的设定参数,其与生产线的速度有关,其决定了负载在加热区的停留时间Residence Time,网带速度越快,西林瓶在加热区的停留时间越短,反之,减低速度可带来更长的停留时间,进而影响热量传递和温度分布的均匀性。
通常,认为由于较快的网带速度会减少暴露时间,可能导致热量不足,从而增加了去热原失效的风险。但对于较大瓶子而言,有时灌装速度迫使其移动得更慢,较慢的网带速度允许更多的热量穿透,但也增加了加热不均匀的风险。
4.冷点风险Cold Spots Risk
出现冷点,即在加热过程中标的物(西林瓶)未能达到目标温度的区域,将直接影响除热原过程的有效性和一致性,导致存在内毒素可能未被完全破坏,从而影响产品的安全性和质量的风险。
冷点是最差情况的物理表现,是热负荷、负载密度和网带速度等多个因素综合作用的结果。这些因素相互影响,共同决定了热量在负载中的分布和穿透效果。当在高负载密度、高热负荷和相对较高的生产速度(网带速度)的情况下,更容易产生冷点。
除此之外,还有一个因素不能忽略,即包材设计和产品质量的均一性。因为即使在克重、瓶子直径和生产速度相同的情况下,包材的物理特性(如材质、厚度、形状等)也会直接影响热量的传递效率和分布均匀性,因此不同供应商的相同规格西林瓶,也有可能存在“好”与“坏”的影响。
当然,对上面的分析因素进行研究评估,前提是建立在良好设备的基础上的,换句话说,在设备初始验证期间,就应将其他影响变量的影响尽可能确认下来,比如:
-
每个区域的空气流速及其相对关系 -
区域之间的压差 -
闸门挡板开启高度等
讨论
基于上面的因素,可以建立相应的风险分析,比如下图是网络上某文章的分析矩阵:
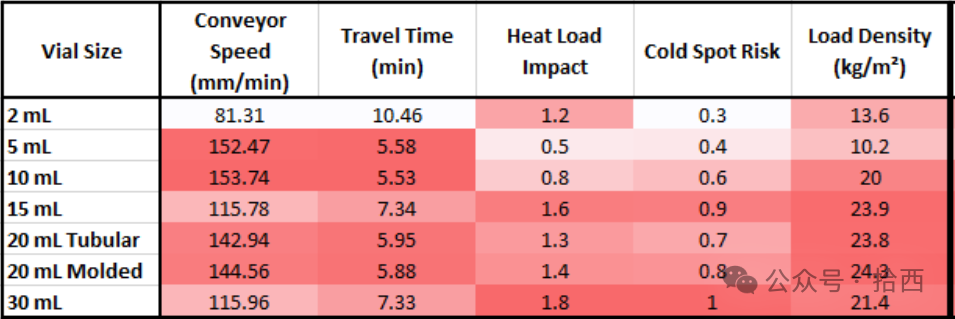
其文章作者对最差情况的分析:
根据表格,20 mL模制瓶被确定为最差情况配置,原因如下:
负载密度最高(24.3 kg/m²):该配置的负载密度最高,意味着在实现瓶子间均匀热量分布方面面临最大挑战。高热负荷影响:20L模制瓶的热负荷较高,需要更多能量才能达到除热原温度。高冷点风险:模制瓶(尤其是20 mL等较大容量瓶子)由于瓶壁较厚且容量较大,更容易产生冷点。输送带速度适中(144.56 mm/min):虽然输送带速度不是最慢的,但适中的速度如果控制不当,可能导致加热不均匀。FH值较低:20 mL模制瓶的FH值较低,表明内毒素不完全被破坏的风险较高。
- 15ml模制瓶
-
以23.9 kg/m²的负载密度位居第二。 -
同样具有高热负荷和冷点风险,但其负载密度略低于20 mL模制瓶。 - 30ml模制瓶
-
负载密度为21.4 kg/m²,低于20 mL模制瓶。 -
尽管其热负荷和冷点风险最高,但由于负载密度较低,其挑战性低于20 mL模制瓶。 - 较小瓶型(2ml、5ml、10ml)
-
这些瓶型的负载密度和热负荷显著较低,因此在除热原过程中面临的挑战较小。
然而从上图可以看出,这种风险分析虽然有数字输入,但明显不是一种绝对量化的评价,这种评级方式,也容易出现主观因素的影响。
因此也有评论认为,没有必要将风险描述为低、中等,因为当网带速度、设定温度、西林瓶规格、玻璃质量、空气速度、压力等因素的作用都会反映在结果就是 FH值上,然后再验证时,对最坏情况(最低 FH)进行重新验证。
但无论采用哪种方法确定最差情况负载,全面了解影响隧道烘箱效果的因素是确定最差情况负载和优化工艺的关键。这些因素包括热负荷、负载密度、网带速度、包材设计、隧道烘箱设计、环境条件、FH值、冷点风险和工艺参数等。通过全面分析这些因素,可以确保隧道烘箱再验证的科学性和有效性,从而在实际生产中实现可靠的热力灭菌或除热原效果。这些因素不仅决定了验证的科学性和有效性,还直接关系到生产工艺的可靠性和产品的质量。
作者:Shengyi
来源:拾西
公众号日期:2025年02月20日
为帮助审核人员更快处理,请填写举报原因:
为帮助审核人员更快处理,请填写举报原因:
文中提到较慢的网带速度会带来加热不均匀的风险,请问原因是什么呢,通常灌装快结束的时候隧道烘箱会采取尾料进箱模式,要么是放慢网带速度,要么是暂停,请问在验证的时候怎么证明额外的风险被控制